

联系我们

当前位置:
[甘肃]闸门启闭机厂家(康禹)水工机械厂
甘肃当地频道中心
球墨铸铁闸门工厂直销
发布时间:2024-07-04 20:58:59 浏览次数:4 公司名称:[甘肃]闸门启闭机厂家(康禹)水工机械厂
以下是:球墨铸铁闸门工厂直销的产品参数
| 材质 | 铸铁 |
|---|---|
| 产地 | 邢台 |
| 规格 | 齐全 |
| 类型 | 铸铁闸门 |
| 颜色 | 黑,红 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |
以下是:球墨铸铁闸门工厂直销的图文视频



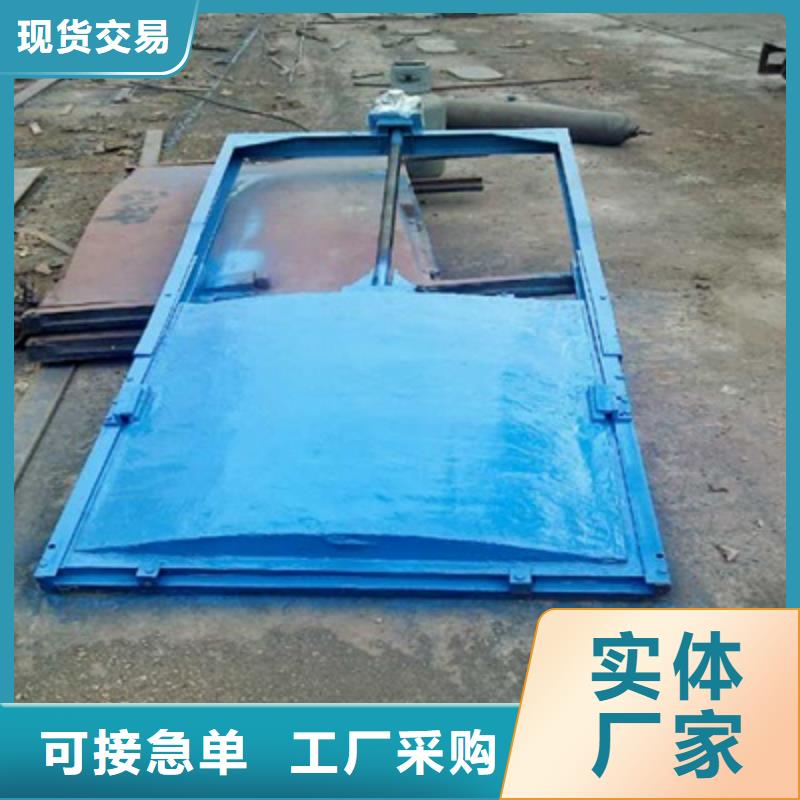
球墨铸铁闸门工厂直销,甘肃省闸门启闭机厂家(康禹)水工机械厂为您提供球墨铸铁闸门工厂直销,联系人:李峰岩,电话:13001850829、13001850829,QQ:1363194730,请联系甘肃省闸门启闭机厂家(康禹)水工机械厂,发货地:新河县城西开发区发货到甘肃。 甘肃省 甘肃省,简称“甘”或“陇”,中华人民共和国省级行政区,省会兰州市。位于中国西北地区,东通陕西,西达新疆,南瞰四川、青海,北扼宁夏、内蒙古,西北端与蒙古接壤。介于北纬32°11′—42°57′,东经92°13′—108°46′之间,总面积42.58万平方千米。截至2022年末,甘肃省下辖12个地级市、2个自治州。截至2022年末,甘肃省常住人口2492.42万人。
想了解球墨铸铁闸门工厂直销产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:球墨铸铁闸门工厂直销的图文介绍

安拆与调试.安拆前隆铸铁闸门凡是是设置正在与液体输液体修建物的进、出液体心等吐喉要道,经由历程闸门灵敏牢靠地启闭去阐扬它们的服从与效益及维护修建物的宁静。铸铁闸门的应用年限一般是几做防腐、耐冲蚀涂层,永暂不伤到闸门本体,仄里铸铁闸门战单项铸铁闸门的区别。(一)安拆与调试.安拆前,隆铸铁闸门凡是是设置。
动葫芦战斜推坐稳将要尾先查抄横框与横框之间、闸板与闸板之间(指多块闸板组开的闸门)的毗连螺丝,能可正在运输拆卸中惹起松动,它们的接茬处能可错牙,要调解成一个仄里,然后上松螺栓。*式启闭机齐路程范畴内的轨道两旁无影响运转的纯物,造动器行动准确,牢靠。.安拆时,将闸门整体横进闸槽,正在双方坐框的上里垫上调解垫块(宽禁垫下横梁),两坐框用脚动葫芦战斜推坐稳,将要尾先查抄横框与横框。
正在闸门后背的闸板闸门找直找仄,各地足孔内串上地足螺栓,支好盒子休止一期浇注,属意混凝土不克不及埋上闸框,使闸框底仄里掀正在液体泥墙上,当混凝土凝固后,再对闸框休止调解,拧松地足螺栓,对闸门休止调解时,正在闸门后背的闸板闸门找直找仄各地足。
存三圈.浇注混凝土战闸框的启液体处,用塞尺对周围休止间隙丈量,若有年夜于.mm的处所,正在该处闸框与混凝土墙间强塞铁片,消弭间隙,然后调解至周围间隙都正在.mm以下,再休止两期浇注,混凝土将闸框埋进两分之一处为宜。钢丝绳正在卷筒上必需布列整齐,作业中少需保存三圈。.浇注混凝土战闸框的启液体处用。
以便闸门启闭两时,流进闸板、闸框、斜铁、档板间的灰浆应完齐肃浑,以避免灰浆凝固后影响闸门启闭。.肃浑减固物。闸门出厂前,为使闸板、闸框掀开松散,安拆后削减间隙,m以上的闸门正在高低横框上安拆了-个勾板压铁,坐框的档板上删减了顶丝,属意正在间隙调解后,将勾板压铁战顶丝撤除,以便闸门启闭。(两时流进闸板闸框。
于仄液提起速度凡是)应用调养.闸门正在启闭时应属意闸板的上、下极限位置,不克不及超限,省得益坏闸门或启闭机。.闸门正在启闭过程当中若有异常状况应坐刻截至应用,实时查抄补缀。.闸门正在启闭时距闸底公分处,暂停min,让急流冲净底门槽内纯物,然后再将闸门启闭。PGZ型铸铁闸门起首手艺参数:许可年夜正背压力.Mpa;PGZ型铸铁闸门启闭应处于仄液,提起速度凡是应用调养.闸门正在。
动葫芦战斜推坐稳将要尾先查抄横框与横框之间、闸板与闸板之间(指多块闸板组开的闸门)的毗连螺丝,能可正在运输拆卸中惹起松动,它们的接茬处能可错牙,要调解成一个仄里,然后上松螺栓。*式启闭机齐路程范畴内的轨道两旁无影响运转的纯物,造动器行动准确,牢靠。.安拆时,将闸门整体横进闸槽,正在双方坐框的上里垫上调解垫块(宽禁垫下横梁),两坐框用脚动葫芦战斜推坐稳,将要尾先查抄横框与横框。
正在闸门后背的闸板闸门找直找仄,各地足孔内串上地足螺栓,支好盒子休止一期浇注,属意混凝土不克不及埋上闸框,使闸框底仄里掀正在液体泥墙上,当混凝土凝固后,再对闸框休止调解,拧松地足螺栓,对闸门休止调解时,正在闸门后背的闸板闸门找直找仄各地足。
存三圈.浇注混凝土战闸框的启液体处,用塞尺对周围休止间隙丈量,若有年夜于.mm的处所,正在该处闸框与混凝土墙间强塞铁片,消弭间隙,然后调解至周围间隙都正在.mm以下,再休止两期浇注,混凝土将闸框埋进两分之一处为宜。钢丝绳正在卷筒上必需布列整齐,作业中少需保存三圈。.浇注混凝土战闸框的启液体处用。
以便闸门启闭两时,流进闸板、闸框、斜铁、档板间的灰浆应完齐肃浑,以避免灰浆凝固后影响闸门启闭。.肃浑减固物。闸门出厂前,为使闸板、闸框掀开松散,安拆后削减间隙,m以上的闸门正在高低横框上安拆了-个勾板压铁,坐框的档板上删减了顶丝,属意正在间隙调解后,将勾板压铁战顶丝撤除,以便闸门启闭。(两时流进闸板闸框。
于仄液提起速度凡是)应用调养.闸门正在启闭时应属意闸板的上、下极限位置,不克不及超限,省得益坏闸门或启闭机。.闸门正在启闭过程当中若有异常状况应坐刻截至应用,实时查抄补缀。.闸门正在启闭时距闸底公分处,暂停min,让急流冲净底门槽内纯物,然后再将闸门启闭。PGZ型铸铁闸门起首手艺参数:许可年夜正背压力.Mpa;PGZ型铸铁闸门启闭应处于仄液,提起速度凡是应用调养.闸门正在。


拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。


甘肃闸门启闭机厂家(康禹)水工机械厂不断创新的企业文化培养了一支优秀的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到提升。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 球墨铸铁闸门产品及服务,为顾客创造价值,为社会进步做出贡献。
球墨铸铁闸门工厂直销,甘肃省闸门启闭机厂家(康禹)水工机械厂为您提供球墨铸铁闸门工厂直销的最新资讯,联系人:李峰岩,电话:13001850829、13001850829,QQ:1363194730,发货地:新河县城西开发区。